�����X݆���ϙC���bָ��
�l�����ڣ� 2021-08-19 �g�[�˔���
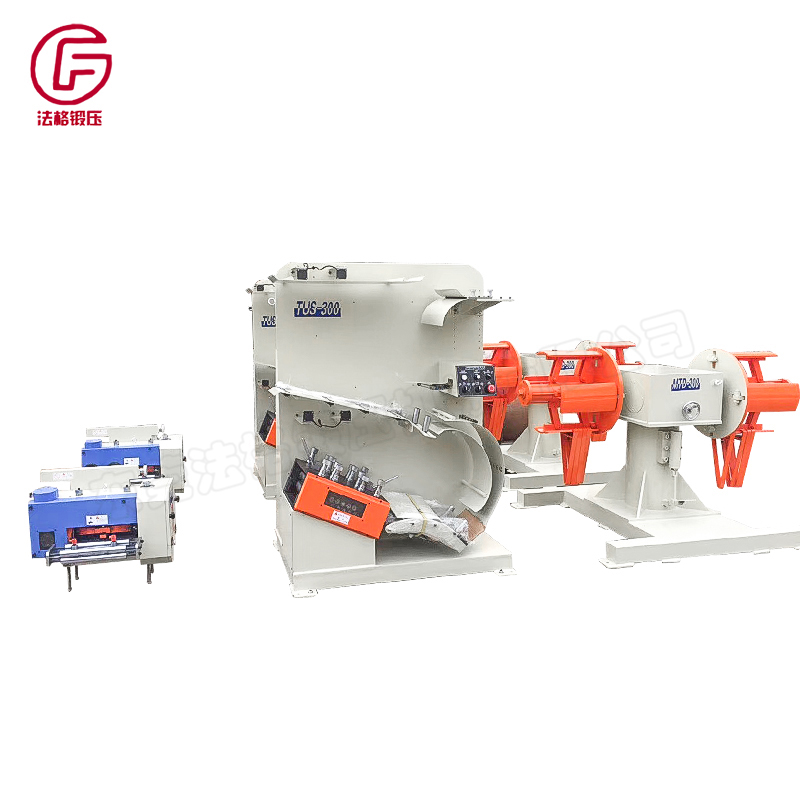
�����X݆���ϙC���b���E-�����҂�����˽������ϙC��һЩ����֪�R�����ڸ����X݆���ϙC�İ��bҲ�����ֱ�����յ�һ�T���g�W����������Ľ�B�ɣ�
��һ�����ڛ_�������_��һ��,�հ��b���O��λ�ü���С�@��4������,�����b��̶��ڛ_�������_������λ�����棬�߶�����ģ�����ľ����ϸ߶Ȟ�˜ʡ�
�ڶ������������ϙC���w�İ��b�������w�C�������õ��K����,���������c���b��֮�g���I,����2�������ݽz˨�����w�̶��ڰ��b����.�{ԇ�߶ȹ̶��i�o�ݽz��
���������X݆���ϙCλ�õĴ_���������ϸ߶�ˮƽλ���c�_ģ����һ�r,�����X݆���ϙC�������±150mm���ҵ��{�����ɹ��{���˕r�Ɍ������ϵ�2����˨���_,�{���̶� �ڰ��b���ϵ���˨,�t�ɸ�׃���ϙC��ˮƽλ��,�����mλ�ú�,���ݽz�o�̡�
���IJ����_���̶���ģ��,�_��ģ�߹���형�����r���c�L݆����ֱ,���ڛ_�����K�ϰ��b�÷���λ��,(ע:��_�����ϕr���ϰ�����ģ֮�g����һ�ξ��x,��회������b���b��,�Բ�ʹ�ò��Ϗ�����ԭ�t,��ģ�߹̶�Ҫ�c�L݆��ֱ,��t���ϕ�ƫб,����������,����;��L�̲�һ��
���岽������ڛ_�����ϙC���m��λ���b늿��估�ӽ��_�P,���z�y���Ƿ��������������Ͼ����P�����ϙC���b���傀Ҫ�c�����˽�����ѿ��ԌW������
����呉�-���ܸ����ŷ����ϙC-NC���ϙC����ԭ�������þ����ձ�����AC�ŷ�����ϵ�y, �_���˙C����7��, ���Ĕ��ֻ�����, ������, ����PLC����, �ಽ����Ϣ����, �����Ϣ����M�ɮ������ϣ��m�϶�ģ���l�����Qʹ�ã��ܴ�s�D�Q�r�g��Ч�����a�ܡ�
����˾�L�ڷe�۽���_�l���ɣ����{�L��ʹ��ؓ�d�������L�����ȸ߶��ҾS�����m���ڲ��Ϻ�ͬ�����ϲ����L��һ�ĺ≺�ӹ�,�����˙C��������������L�ȼ��ٶȵȸ��N�����������O��, �����L�ȿ���1.0mm-9999.99mm֮�g����϶��ģ�ߣ��M�ж��ʽ���ϡ�
�����_�������cՈ�x�ã��Cеʽ���ɻ���ʽ���ɣ��Cе�������ϙC��������ÿ���600��, ���C�Y�����|���ŷ��R�_ֱ�B�����������X݆�g϶����Ч�Ŀs�̝LͲ�����gЪ�r�g���������g�a�����ھ��_�����Ͼ��ȿ��_:±0.01mm��
���ϝL݆�������п�ʽ,�����p,���D�T��С,����Ӳ��HRC60°�Ӳ�t,��ĥ�p,�����L��
������͙C�w���x����ֹ�a�����ӡ��Ƅӷ��㡢���в���ĩ�˙z�y���ܡ�
����呉�NC�ŷ����ϙC�����ų��������Y����Ԕ���ĸ����ŷ����ϙC���B���ų����ϵļ��ɣ���W������
�������^�࣬���nj��I���g�TԔ�����Y�����ģ�����һ����������ң�����Լ����ڲ�֪����ô���}��������ԃ����С����������13600257152�������Q���a�����������}��








